In industries where fluid control is critical to operational safety and efficiency, floating ball valves are commonly used for their simplicity and effective sealing properties. These valves are particularly useful for regulating the flow of liquids or gases and are a vital part of various industrial applications, ranging from oil and gas to water treatment. Their unique design allows for seamless integration into fluid systems that demand reliable on/off control with minimal leakage.
What Sets Floating Ball Valves Apart?
These Ball valve is a type of ball valve where the ball is not fixed at both ends. Unlike trunnion ball valves, which have the ball secured at two points, the ball in a floating valve "floats" freely within the valve cavity. This means the ball is only held in place by the pressure exerted by the fluid in the pipeline. The advantage of this design is that it allows for a reliable seal under moderate pressure conditions.
They are typically used in applications where the flow of fluid needs to be turned on or off quickly and efficiently. When the valve is closed, the ball rotates 90 degrees to block the fluid flow, creating a leak-tight seal. This makes them ideal for both high-flow and low-pressure systems.
How Floating Ball Valves Operate
The operation of these ball valves is straightforward. The ball valve consists of a spherical ball housed inside a valve body. When the valve handle is rotated, the ball turns, aligning or misaligning the flow path. In the open position, the flow path is clear, allowing the fluid to pass through. As the valve is closed, the ball rotates 90 degrees and presses against the valve seats, preventing any further fluid flow. The ball’s "floating" nature ensures that it adjusts based on the fluid pressure, providing a reliable and efficient sealing mechanism.
One of the key advantages of this design is the low cost of construction. Since the ball is only supported by the pressure of the fluid, there is less complexity involved compared to other types of ball valves.
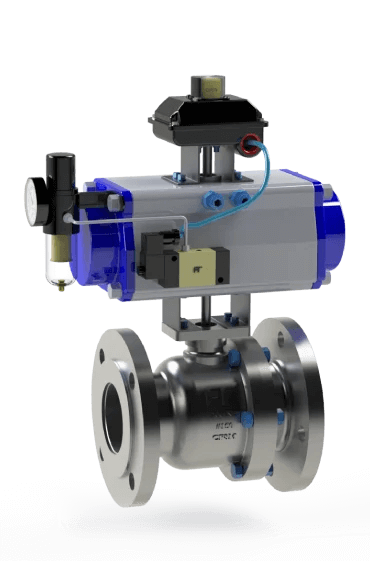 |
| Pneumatically Actuated Floating Ball Valve |
Applications
They are widely used across several industries, where fluid control is essential. Some of the most common applications include:
Oil and Gas Industry: These valves play a critical role in regulating the flow of oil, natural gas, and other fluids. They are essential in both upstream and downstream operations where tight seals and the ability to handle high pressures are needed.
Water Treatment Systems: In water treatment plants, they are used to regulate the flow of water throughout various stages of the treatment process, including filtration, chemical dosing, and distribution. Their durability and reliability make them a preferred choice for such applications.
Chemical Processing: For the chemical industry, which often deals with hazardous substances, these valves help manage the flow of corrosive chemicals, ensuring safety and preventing leaks.
Food and Beverage Manufacturing: In food and beverage industries, where hygiene standards are paramount, these valves are designed with easy-to-clean surfaces, ensuring contamination-free operations.
HVAC Systems: In HVAC (heating, ventilation, and air conditioning) systems, they are used to control the flow of water or air for cooling and heating. Their smooth operation and adaptability to various pressures make them suitable for these applications.
Benefits
Reliable Sealing: They are designed to provide effective sealing even under fluctuating fluid pressure, ensuring a leak-free experience in fluid systems.
Cost-Effectiveness: Their simple design and fewer components make these valves an affordable choice for fluid control, especially in low- to medium-pressure applications.
Reduced Maintenance: Due to their fewer moving parts, these valves require less maintenance than more complex valve systems, ensuring long-term performance with minimal servicing.
Material Variety: These valves are available in different materials such as stainless steel, which makes them adaptable to various types of fluids, including corrosive or high-temperature fluids.
Compact Design: The smaller and lighter design of these valves makes them easier to install and integrate into existing systems, particularly in spaces where room is limited.
Choosing the Right Floating Ball Valve
Consider factors such as:
Pressure and Temperature Ratings: Ensure the valve is suitable for the pressure and temperature conditions of your specific application.
Fluid Compatibility: The valve material should be compatible with the fluids in your system. For corrosive substances, stainless steel valves are a common choice.
Size and Flow Requirements: Choose a valve that matches the required flow rate and size specifications for your system.
Operational Ease: Depending on your needs, consider whether manual or automated control is more appropriate for your application.
Conclusion
They offer effective and reliable fluid control across various industries. Their simple yet efficient design provides a secure flow regulation mechanism, making them ideal for applications in the oil and gas, water treatment, chemical processing, and food manufacturing sectors. By selecting the right Floating Ball Valve based on the specific needs of your system, you can ensure optimal performance and safety.


Simple and clear explanation of valve applications.
ReplyDeleteControl Valve Suppliers in China